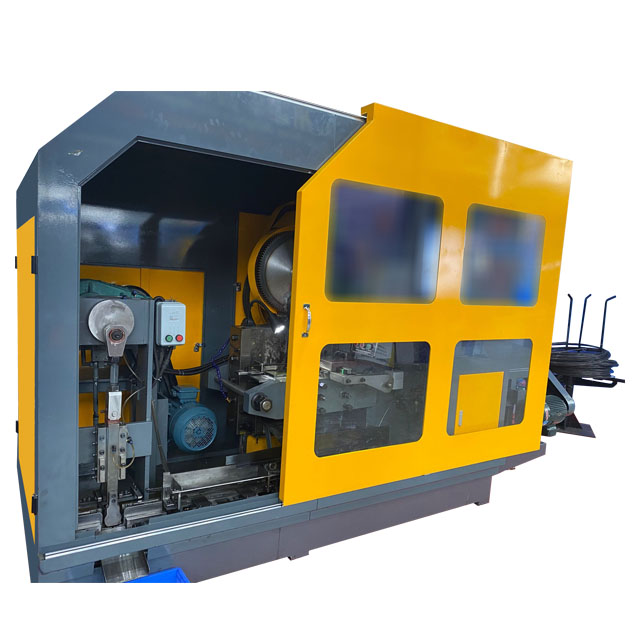
Ronen®5 Die 6 Station Bolt Former zaključi proizvodnjo surovcev vijakov v šestih zaporednih korakih: rezanje žice, ekstrudiranje, oblikovanje glave in obrezovanje. Od dobaviteljev ne zahteva ločenega nakupa pomožne opreme ali komponent. Samo naložite žico, nastavite specifikacije na plošči in stroj lahko deluje neprekinjeno.
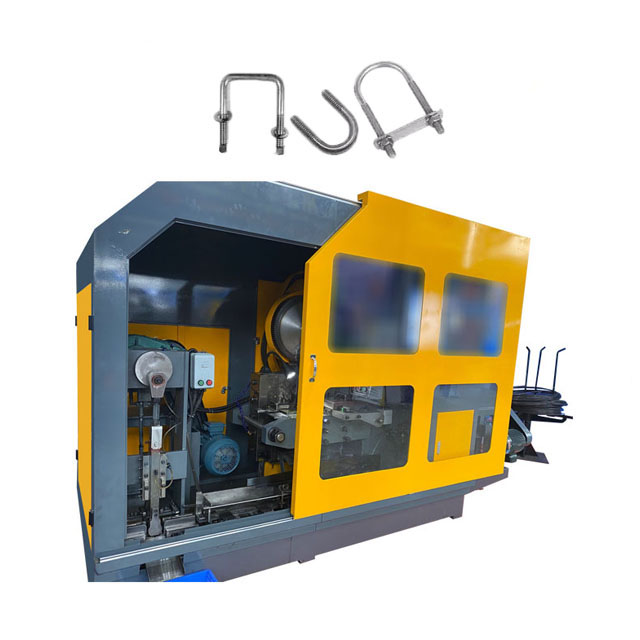
5 Die 6 Station Bolt Former uporablja pet kompletov kalupov in šest zaporednih delovnih postaj za hladno ekstrudiranje kovinske žice v razmeroma zapletene surovce vijakov. Premore žice različnih velikosti in je primeren za izdelavo vijakov s stopničastimi deli in posebno oblikovanimi glavami.
5 Die 6 Station Bolt Former je napreden stroj za hladno obdelavo, posebej zasnovan za izdelavo kompleksnih ali velikih vijakov. Uporablja pet kalupov in šest postaj za izvajanje niza operacij na surovcu žice. Dodatne postaje omogočajo dodatne korake, kot so obrezovanje robov, luknjanje ali večkratna fina obdelava, kar omogoča ustvarjanje zapletenih geometrij glave, ki jih preprosti stroji ne morejo doseči.
Ta postopek se začne s podajanjem žičnih tuljav v 5 Die 6 Station Bolt Former. Žica se najprej zravna z ravnalnim strojem, da se odstranijo morebitni upogibi, nato pa jo stroj za natančno rezanje razreže na določene dolžine, da se oblikujejo gredice. Konzistentnost gredic je ključnega pomena, saj zagotavlja potreben natančen volumen kovine za naslednje več stopenj oblikovanja.
Več postaj oblikovalnika vijakov lahko izvaja specializirane operacije. To vključuje ustvarjanje začetnih vdolbin za pogonski utor, ekstrudiranje različnih delov odseka palice, obrezovanje materialov za brušenje in končno oblikovanje celotne konture glave. Ta pristop korak za korakom je ključnega pomena za kompleksne tipe glav.
Prodajna prednost 5 Die 6 Station Bolt Formerja je, da lahko proizvaja vijake kompleksne oblike z relativno stabilno natančnostjo. Šest delovnih postaj ima jasno opredeljene naloge: 1. delovna postaja za podajanje in rezanje, 2. delovna postaja za začetno oblikovanje oblike glave, 3. delovna postaja za predhodno žigosanje detajlov glave, 4. delovna postaja za obdelavo stopnic ali utorov dela palice, 5. delovna postaja za natančno stiskanje glave in dela palice ter 6. delovna postaja za končno oblikovanje, da se zagotovi, da vsak del ustreza zahtevam. dimenzije.
| Model | Enota | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-130S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Kovaška postaja | št. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Sila kovanja | Kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| maks. premer rezanja | mm | Ø8 |
Ø10 |
Ø10 |
Ø12 |
Ø12 |
Ø15 |
Ø15 |
Ø15 |
| Največja rezalna dolžina | mm |
80 |
80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Izhodna hitrost | kos/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.Možganska kap | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Možganska kap | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Glavni hod bata | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Moč glavnega motorja | Kw | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Skupne zatemnitve odrezane matrice | mm | Ø30x45L |
Ø35x50L |
Ø35x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø63x69L |
Ø63x69L |
| Splošne zatemnitve štanca | mm | Ø40x90L |
Ø45x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x130L |
Ø60x130L |
Ø60x229L |
| Skupne zatemnitve glavne matrice | mm | Ø50x85L |
Ø60x85L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x135L |
Ø86x190L |
Ø86x305L |
| Die pitch | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Pribl.teža | ton | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Veljavni premer vijaka | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 8-12.7 | 8-12.7 |
| Dolžina stebla surovca | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Na splošno zatemni | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |