




Stroj za oblikovanje oreškov Ronen®, zanesljiva rešitev za proizvajalce, oblikuje kovinsko prazno v prirobnico. Naenkrat pritisne prazen material, da tvori notranje niti prirobnice in matice. Za proizvajalce morate samo naložiti surovine, nastaviti dimenzije in dokončati postopek oblikovanja - močno racionalizira proizvodne delovne tokove.
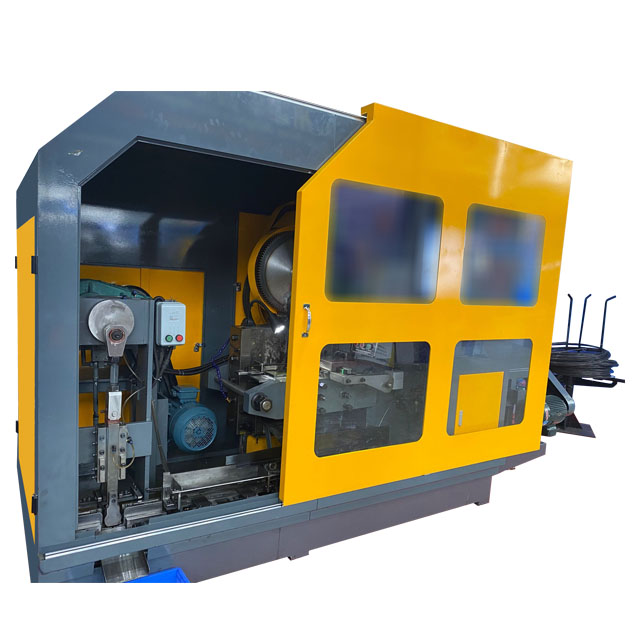
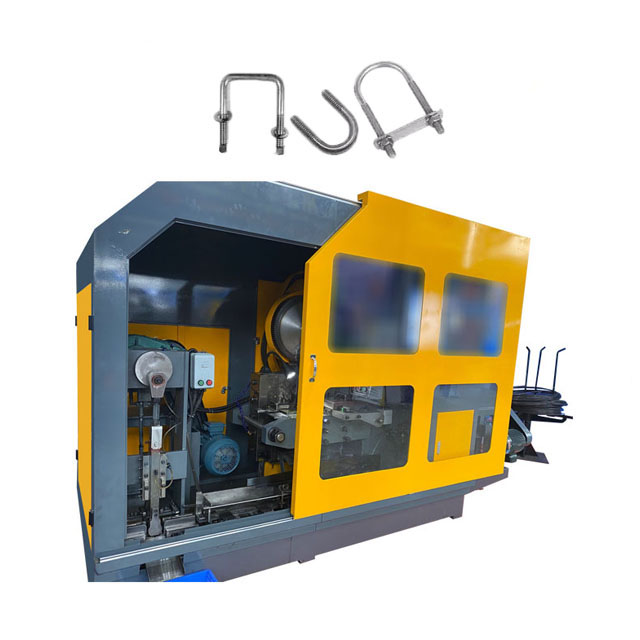
Stroj za oblikovanje prirobnice je zasnovan posebej za obdelavo kovinske žice v prirobnične matice. Stroj lahko hkrati iztisne tako rob obroča kot šesterokotno glavo matice naenkrat. Razpoložljive specifikacije za prirobnice se gibljejo od M4 do M20.
Stroj za oblikovanje prirobnic je stroj za hladno ekstruzijo, zasnovan posebej za izdelavo prirobničnih matic. Uporablja jekleno žico, jo razreže na praznine, nato pa uporabi vrsto kalupov in udarcev za izvajanje hladnega oblikovanja na oreščkih. Ta postopek tvori integrirano tesnilo v obliki prirobnice na dnu matice in samodejno izstreli sredinsko luknjo, ne da bi bilo treba ogrevati material.
Stroj za oblikovanje prirobnic se začne s tuljavo. Stroj za odvijanje napaja žico v mehanizem za ravnanje, da odpravi morebitne ovinke. Nato stroj za natančno rezanje razreže poravnano žico na prazne določene dolžine. Prostornina praznega je ključnega pomena, ker mora vsebovati dovolj kovine, da tvori šesterokotno telo matice in širši del prirobnice.
Ključna faza delovanja stroja je oblikovanje prirobnice. Punch pritisne prazno v kalupno votlino, ki je širša od šesterokotnega odseka. To povzroči, da se kovina radialno premika navzven in tvori ravno krožno ležajsko površino na dnu matice. Premer in debelina prirobnice nadzirata zasnovo kalupa.
| Specifikacija | Enota | 11b | 14b | 17b | 19B | 24B | 27b | 30b | 33b | 36b | 41b |
| Kovalna postaja | N0. | 6S/7s | 6S/7s |
6S/7s |
6S/7s |
6S/7s |
6S/7s |
6S/7s |
6S/7s |
6S/7s |
6S/7s |
| Max Cut-off Dia | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Dolžina izleta | mm | 20/30/40 | 20/30/40 | 24/40/60 | 30.3.40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Umre | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Kovanje moči | Tona | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Velikost proizvodnje |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Izhod | min/pcs | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Glavni motor | Hp | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Mazalni motor | Hp | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Mazivo | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Približno teža | Tona | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
Značilnost stroja za oblikovanje prirobnic je njegova iznajdljiva zasnova plesni. Kalup ima posebej zasnovane utore, ki ustrezajo robu prirobnice, kar omogoča natančen nadzor debeline in premera roba prirobnice med postopkom ekstrudiranja. Ekstruzijska sila stroja se lahko nastavi, hranjenje je stabilno, napaka v rezalni dolžini žice pa je majhna.