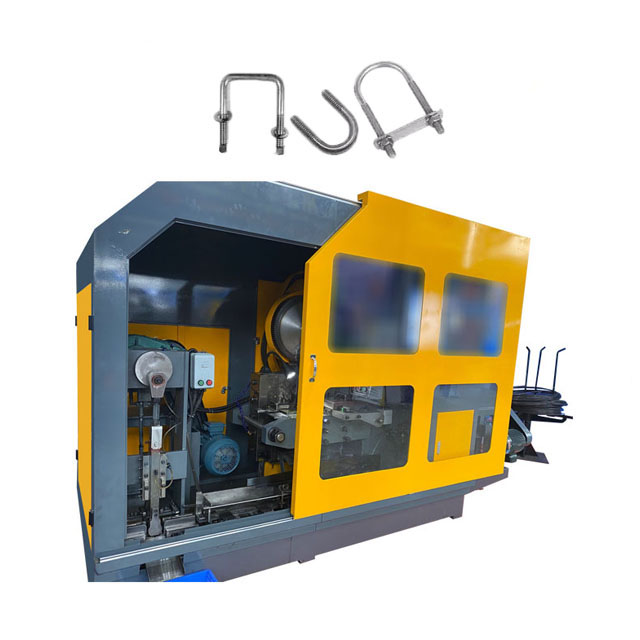
Metoda kovanja hrapavosti vrha palice ali žice pri sobni temperaturi. Hladno nanašanje se uporablja predvsem za izdelavo delov, kot so vijaki, matice, žeblji, zakovice in jeklene kroglice. Materiali za kovanje so lahko baker, aluminij, ogljikovo jeklo, legirano jeklo, nerjavno jeklo in titanove zlitine, s stopnjo izkoristka materiala 80-90 %.
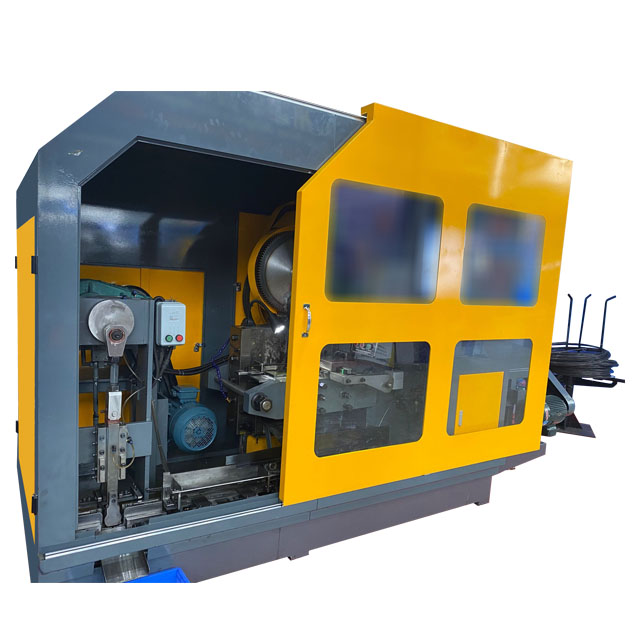
Hladna smerse pogosto izvaja na specializiranih strojih za hladno zlaganje, kar omogoča neprekinjeno, večpostajno in avtomatizirano proizvodnjo. Na stroju za hladno zlaganje je mogoče zaporedno dokončati postopke, kot so rezanje, zlaganje, kopičenje, oblikovanje, posnemanje, valjanje žice, zmanjševanje premera in rezanje robov. Visoka proizvodna učinkovitost, do 300 kosov/minuto ali več, z največjim premerom 48 milimetrov za obdelovance s hladnim nabiranjem. Shematski diagram postopka izdelave sornika s hladnim nabijanjem na sliki 1 je tipičen postopek za sornike s hladnim nabijanjem. Večpostajni avtomatski stroj za hladno zlaganje orehov, prikazan na sliki 2, je avtomatski stroj z več postajami za hladno zbijanje orehov. Palični material se avtomatsko dovaja v določeno dolžino s podajalnim mehanizmom, rezalni mehanizem pa ga razreže na surovce. Nato ga vpenjalni transportni mehanizem zaporedoma pošlje v akumulacijske postaje za stiskanje in prebijanje za oblikovanje.
Pri metodi hladnega zlaganja lahko stroje za hladno zbijanje razdelimo na dve vrsti glede na njihove različne načine prenosa moči: mehanski prenos in hidravlični prenos. Obstajata dve vrsti mehanskega menjalnika: ročni in električni. Električni in ročni stroji za hladno zlaganje so primerni za hladno zlaganje nizkoogljičnih jeklenih žic s premerom 4-5 mm. Hidravlični prenos lahko glede na zmogljivost razdelimo na dve vrsti: hidravlični stroj za hladno zbijanje jeklene žice in stroj za hladno zbijanje hidravličnega jeklene palice.