
Stroj za izdelavo kovišč je zasnovan posebej za izdelavo različnih vrst zakovice. Najprej se kovinska žica dovaja v stroj, ki se nato razreže na majhne odseke fiksne dolžine. Nato se stisne skozi kalup, da oblikuje en ali oba konca žice v obliko glave zakovice.
Stroj za izdelavo kovišč je zasnovan posebej za izdelavo različnih vrst zakovice. Najprej se kovinska žica dovaja v stroj, ki se nato razreže na majhne odseke fiksne dolžine. Nato se stisne skozi kalup, da oblikuje en ali oba konca žice v obliko glave zakovice.
Parameter izdelka (specifikacija)
| Model |
Enota |
WH-NF 11B-6S |
WH-NF 14B-6S |
WH-NF 19B-6S |
WH-NF 24B-6S |
WH-NF 33B-6S |
WH-NF 41B-6S |
| Kovalna postaja |
Ne. |
6 | 6 | 6 | 6 | 6 | 6 |
| Čez stanovanja |
mm |
5.5-12.7 |
10-17 |
14-22 |
17-26 |
24-33 | 30-41 |
| Primerno šestnajsti oreh |
Od |
M3-M6 |
M6-M10 |
M8-M14 |
M10-M18 |
M16-M22 |
M20-M27 |
| Prerezan dia |
mm |
11 | 16 | 19 | 24 | 31 | 40 |
| Umre |
mm |
50 | 60 | 80 | 100 | 140 | 165 |
| Kovanje moči |
Tona |
60 | 90 | 135 | 230 | 360 | 450 |
| Glavni motor |
Hp |
15 | 20 | 50 | 75 | 150 | 200 |
| Mazalni motor |
Hp |
1.5 | 1.5 | 1,5 3 | 1,5 3 | 3 | 3 |
| Nameščena količina |
Set |
(1) |
(2) |
(1) (1) |
(1) (1) |
(2) |
(2) |
| Mazivo |
L | 700 | 1000 | 1200 | 1700 | 1900 | 2200 |
| Približno teža |
Tona |
4.5 | 8 | 14 | 25 | 45 | 72 |
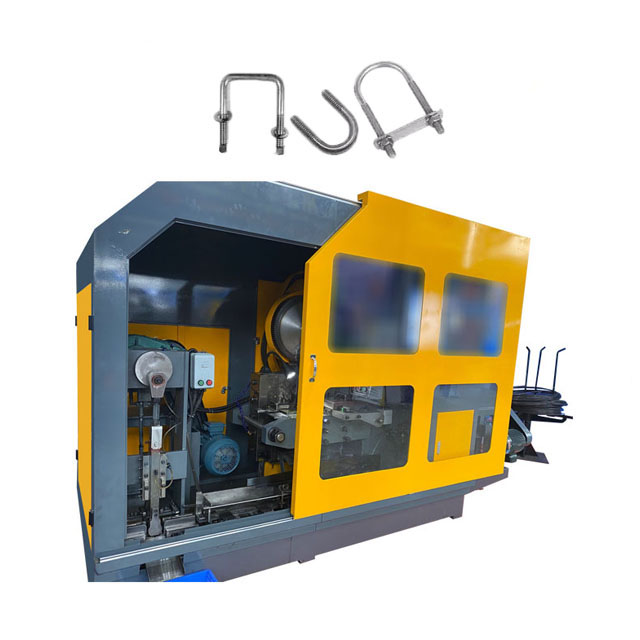
Značilnosti stroja za izdelavo zakovice so povsem očitne. Zamenjava plesni je zelo priročna. Če želite narediti različne oblike zakovice, samo spremenite komplet plesni. Na primer, od okroglih glav do ravnih glav. Udarna sila tega stroja zadostuje. Ne glede na to, ali gre za aluminijaste, bakrene ali železne materiale, lahko iztisnete navadne glave brez razpoka ali deformacije.

Podrobnosti o izdelku
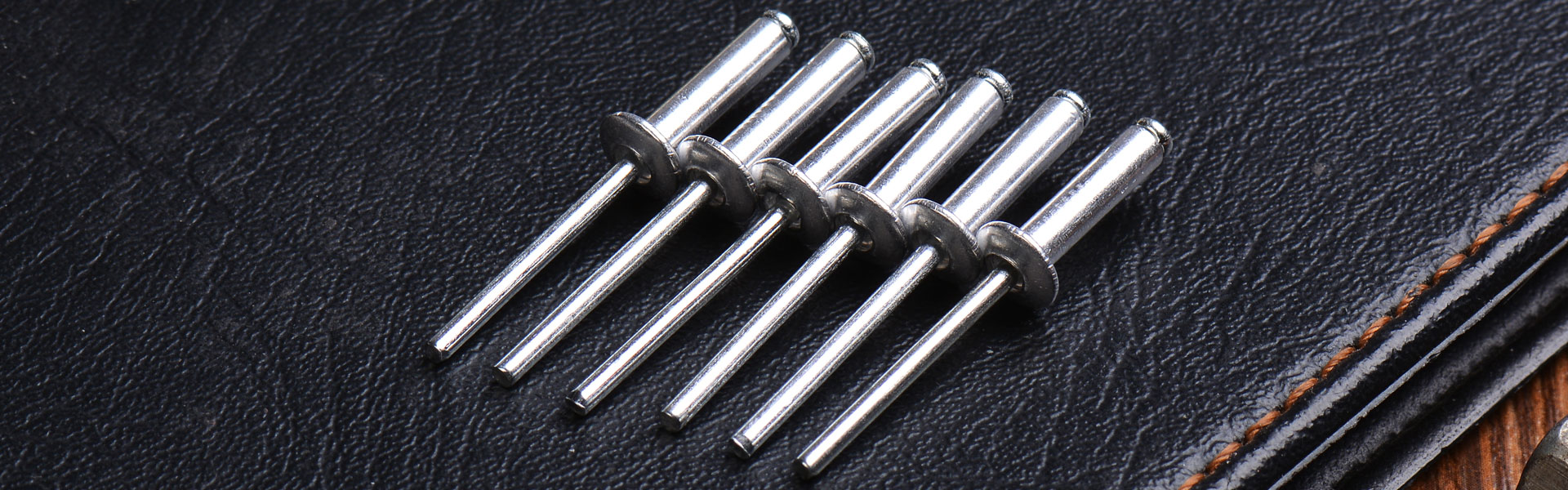
Stroj za izdelavo zakovice v glavnem uporablja postopek hladnega naslova za preoblikovanje žice v trdne zakovice. Ta postopek vključuje hranjenje žice, ravnanje, rezanje na natančne praznine in nato oblikovanje glave zakovice. Stroj uporablja visok tlak z udarcem, da iztisne in razreže en konec praznega v votlini plesni. Postopek hladnega naslova povzroči, da se kovina premakne in tako tvori značilno obliko glave zakovice, ne da bi bilo treba ogrevati material.
Stroj najprej napaja žično palico (običajno iz jekla, aluminija ali bakrene zlitine) v mehanizem za ravnanje, da odpravi morebitne ovinke. Nato natančni strižni stroj razreže poravnano žico na gredice določenih dolžin. Te enotne velikosti so surovine pred vstopom v odsek hladnega naslova (za oblikovanje glav zakovice) in so ključnega pomena.
Številni stroji za izdelavo kovišč so takoj po postopku motenja opremljeni z obrezovalno postajo. Ta korak lahko odstrani majhne krče ali ostre robove, ki so nastale na robu nove glave zakovice (odvečna kovina se je stisnila med udarce in matrico). Obrezovanje zagotavlja, da ima glava zakovice jasen obris in konsistenten premer, ki je ključnega pomena za pravilno namestitev in videz.